Background
When the production of crude oil is limited due to natural gas pipeline capacity, operators are left with the choice to either stop production or flare the gas composition of the production. In most cases, flaring is chosen so that crude supplies can still make it to market. When this happens and the associated gas is sour, meaning it has elevated levels of hydrogen sulfide (H2S), which when burned generates SOx, operators are limited on the amount of associated gas that can be burned due to environmental regulation. To flare sour gas, producers must obtain an H-9 permit from the railroad commission. This permit specifies the allowable concentration of H2S in the flare line. If the concentration is higher than allowable, then steps must be taken to mitigate the H2S in the associated gas that is burned. Additionally, it is common when the associated gas has high levels of H2S, that the crude oil will also have elevated levels of H2S, known as sour crude, must also be mitigated. In addition to associated gas, produced crude oil can also contain water, basic sediment and waste (BS&W), along with condensate. Each of these products and waste streams likely contain elevated levels of H2S that must be mitigated to meet contract and/or environmental regulations.
Client’s Challenge
In order to produce crude oil, the associated produced gas has an inlet hydrogen sulfide concentration near 70,000 ppmv. However, the customer's railroad commission permit only allowed a maximum concentration of 10,000 ppmv of SO2 in the flare gas. As discussed in the background, when hydrogen sulfide is combusted in the flare, or other combustion device, it converts to sulfur dioxide (SO2). To comply with the permit and avoid stricter and more costly requirements, it was essential to maintain the flare gas around the permissible 10,000 ppmv mark. It is common in industry to utilize reactive chemistries, where the partial removal (70,000 ppm down to 10,000 ppm) H2S is problematic. In this case, triazine was employed, where when overused, will lead to the formation of polymeric solids, complicating operations. Contact between partially reacted triazine and sour gas inevitably results in solids formation due to partial H2S removal.
In addition to sour gas, the client was producing extremely sour crude, that left untreated did not meet sales contract requirements. The produced crude had a concentration of 60,000 ppmv in the headspace, measured using the ASTM D5705 method, whereas the contract specifications with the refinery required no more than 100 ppmv, as measured in the headspace of the crude oil. The primary objective was to minimize solids formation while still meeting the H2S specification.
Adding to the complexity, the customer's facility was new, and production was highly variable. The location experienced regular power outages, leading to unpredictable cycling of wells and variable gas volume as well as H2S concentration. These factors added further challenges to maintaining stable and compliant operations.
The Vapor Point Solution
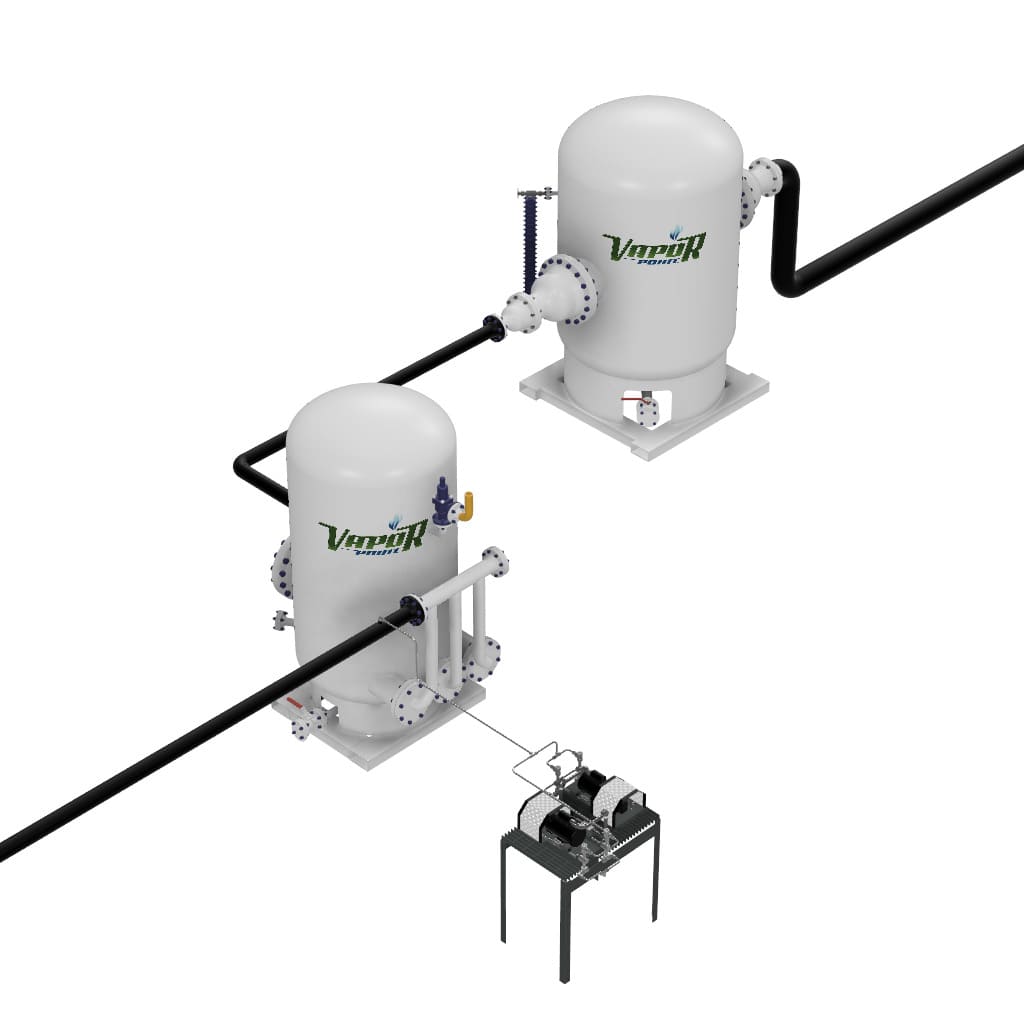
Associated Gas Treatment:
We chose a vertical Sulfur Destroyer to handle gas volumes ranging from 300 MSCFD to 1.3 MMSCFD, with a process temperature of 110°F and pressures between 35 and 85 psi. To capture any liquids and solids generated during the process, a knockout vessel was placed after the Sulfur Destroyer.
Anticipating the possibility of solids forming in this unique case, we introduced two procedural changes. First, we established a frequent dumping schedule for the Sulfur Destroyer and knockout to prevent solid hardening. Second, we manipulated our triazine efficiency toto help minimize the potential formation of trithiazine. This unconventional approach aligned with our customer's priority of maintaining permits while effectively managing gas treatment.
To maximize our gas treatment system's performance, we implemented 24/7 monitoring of gas concentration and volume at both the inlet and outlet points. This allowed us to make real-time adjustments to the injection volumes of triazine, preventing the under or over-treating of H2S, while meeting the target specifications. As a result, we ensured the highest possible efficiency, even in the ever changing and challenging site conditions, providing our customers with reliable and optimized gas treatment solutions.
Crude Oil Treatment:
Treatment of crude oil with typically used, water soluble reactive products, generates the formation of by-product reaction salts. Due to the highly elevated concentration of hydrogen sulfide, the generation of these reactive salts would have presented both operational and product quality concerns. To meet the maximum specification of 100 ppmv of H2S in the oil's headspace we opted for a patented oil-soluble product that would quickly react with the H2S while minimizing the formation of reactive salts. When this product reacts with H2S, the reaction byproducts are moderately oil-soluble, minimizing the formation of reactive salts. In the unlikely event of solids forming, they can be easily managed using inhibited acids and/or chelators.
Bottle testing was performed by injecting chemical at known concentrations, and the treated crude was then analyzed using ASTM D5705 to determine the minimum effective concentration required to keep the headspace below 100 ppmv.
With our adaptable approach, we adjusted the injected chemical rate as production input changed, maintaining efficiency throughout. As a result, our customers is able to meet quality expectations, continue selling oil, and eliminate shutdowns associated with rejected off-spec deliveries, ensuring smooth operations and optimized outcomes.
Vapor Point’s Results
Vapor Point’s solutions, allowed our client to maintain crude oil production at this facility of over 1,000 barrels per day, by meeting restrictive flare gas requirements. The ability to partially treat the H2S from the associated gas, provided a savings of over $12,000 per day, by allowing 10,000 ppm H2S to remain in the flare gas.
As a highly regarded service provider, we are known for tackling challenges others shy away from. Our Sulfur Destroyer system has become the industry's best practice for high-volume oil production sites dealing with exceptionally high concentrations of hydrogen sulfide in the gas stream. Find out how our innovative solutions can optimize your operations and deliver remarkable results for H2S management.